Nguyễn Thị Phúc
TÓM TẮT
Cùng với thời gian, sự phát triển của xã hội cũng như việc tăng cường bảo vệ môi trường, bảo vệ rừng tự nhiên đang ngày càng cạn kiệt, hiện nay ngành chế biến gỗ đã có những bước thay đổi lớn về nguyên liệu. Đó là sự có mặt phổ biến của các loại ván nhân tạo (ván dán, ván dăm, ván MDF, ván verneer, ván LVL….). Do nguyên liệu được sử dụng không giống nhau, kết cấu sản phẩm cũng theo đó mà biến đổi. Mức độ cơ giới hóa và tự động hóa là cơ sở của sự hình thành các loại sản phẩm mới, đồng thời các loại sản phẩm mới này cũng nhằm đáp ứng nhu cầu của xã hội trong việc phát huy tối đa các đặc điểm như độ chính xác, hiệu quả sản xuất cao, tận dụng tối đa về nguyên liệu, cải tiến và đa dạng hóa mẫu mã sản phẩm….. Công nghệ sản xuất mặt ghế cong hai chiều từ cót đan và ván bóc được nghiên cứu nhằm góp phần đa dạng hóa sản phẩm mộc và sử dụng hiệu quả gỗ rừng trồng và lâm sản ngoài gỗ.
ĐẶT VẤN ĐỀ
Trong những năm gần đây, ngành chế biến gỗ của Việt Nam không ngừng phát triển cả về số lượng, chất lượng, đa dạng hóa mẫu mã sản phẩm. Xuất khẩu đồ mộc đang là mục tiêu chiến lược của ngành và của nhà nước ta, mỗi năm tăng trưởng gần 30%: Năm 2005 đã đạt khoảng 1,5 tỷ USD, đó là một con số đáng kể đóng góp cho tăng trưởng kinh tế của đất nước. Dự kiến tới năm 2020, chỉ tiêu xuất khẩu đồ mộc của Việt Nam là 8 tỷ USD. Tuy nhiên, nguyên liệu cho sản xuất đồ mộc xuất khẩu là gỗ tròn và ván nhân tạo đang phải nhập từ nước ngoài, chiếm khoảng 80%. Đến nay, gỗ rừng trồng đến tuổi khai thác đã tăng đáng kể, song vì gỗ có đường kính nhỏ nên chưa đáp ứng yêu cầu cho sản xuất bàn ghế ngoài trời, và các loại đồ mộc xuất khẩu khác. Cho nên tìm kiếm giải pháp sử dụng hiệu quả nguồn nguyên liệu trong nước phục vụ xuất khẩu là thực sự cần thiết. Các nước trên thế giới đang có xu thế sử dụng phổ biến loại bàn ghế văn phòng, phòng họp, hội trường bằng gỗ thay cho đồ nhựa, kim loại của những thập niên trước. Như vậy nhu cầu thị trường cho các loại sản phẩm bàn ghế có chi tiết cong (mặt ngồi, mặt tựa, tay vịn,…) là rất lớn. Các loại chi tiết này được tạo ra chủ yếu từ công nghệ uốn- ép định hình ván bóc/lạng, một ít từ gỗ nguyên. Vì vậy, đề tài “Nghiên cứu một số yếu tố công nghệ để sản xuất một số sản phẩm từ tre nứa đan và ván bóc bằng phương pháp ép định hình gia nhiệt điện cao tần “ được nghiên cứu nhằm ứng dụng phương pháp công nghệ gia nhiệt bằng dòng điện cao tần vào công nghệ chế biến gỗ, góp phần tạo ra sản phẩm mới từ nguyên liệu gỗ rừng trồng và tre nứa ở Việt Nam.
VẬT LIỆU – NỘI DUNG VÀ PHƯƠNG PHÁP NGHIÊN CỨU
Vật liệu:
– Cót đan kích thước: 0,8 x 600 x 1050 mm
– Ván bóc gỗ trám hồng kích thước: 1,5 x 600 x 1050 mm
– Keo dán: Sử dụng keo U-F chuyên dùng đối với gỗ trên máy cao tần (dạng bên ngoài: Trắng ngà, có mùi đặc trưng; độ nhớt ở 30oC: 110 – 150 cps; hàm lượng rắn: 53- 55%; pH: 7,5-8,5; tỷ trọng ở 30 oC: 1,18 – 1,2
– Thiết bị:Sử dụng máy uốn ép gỗ KUOMING 47471 của Đài Loan, tần số 2450 MHz
Nội dung:
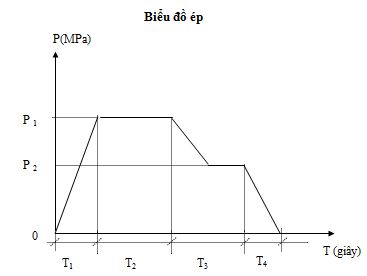
– Nghiên cứu xác định một số thông số công nghệ chủ yếu để sản xuất sản phẩm mặt ghế cong hai chiều từ cót đan và ván bóc: Áp suất ép (MPa); Cường độ dòng cao tần (A); Thời gian ép (s)
– Xác định một số tính chất của sản phẩm: độ ẩm (%); Khối lượng thể tích (g/cm3); Độ trương nở chiều dày (%); Độ hút nước (%); Độ bền uốn tĩnh (MPa); Độ bền kéo trượt màng keo (MPa)
Phương pháp nghiên cứu:
Phương pháp xử lý số liệu: Sử dụng phần mềm Microsft Excel 97 để xử lý các số liệu thu được trong quá trình thử nghiệm. Số liệu được xử lý loại bỏ sai số thô theo tiêu chuẩn Studen
Tiêu chuẩn áp dụng: Là hệ thống TCVN: TCVN 7756- 4: 2007; TCVN 7756- 3: 2007; TCVN 7756- 4: 2007; TCVN 7756- 4: 2007; TCVN 7756- 9: 2007; TCVN 7756- 6: 2007
KẾT QUẢ NGHIÊN CỨU
* Thông số kỹ thuật của sản phẩm
– Mặt ghế cong hai chiều có dạng định hình theo khuôn có độ cong Rmax= 80mm
– Chiều dày sản phẩm: 10 mm
* Khoảng biến thiên của các thông số công nghệ ép sản phẩm
Bảng 1: Khoảng biến thiên của các thông số công nghệ được lựa chọn
|
Tên thông số |
Cót đan |
Ván bóc |
| Áp lực ép P (MPa) |
1,6/1,8/2,0 |
1,6/1,8/2,0 |
| Cường độ dòng cao tần I (A) |
1/1,5/2,0 |
1/1,5/2,0 |
| Thời gian ép t (giây) |
300/360/420 |
300/360/420 |
Bảng 2: Kết quả nghiên cứu xác định các thông số công nghệ ép mặt ghế cong hai chiều từ cót đan
|
TT |
Chỉ tiêu thử |
Phương pháp thử |
Áp lực ép |
Kết quả |
||||||||
| I=1 t=300 | I=1 t=360 | I=1 t=420 | I=1,5 t=300 | I=1,5t=360 | I=1,5 t=420 | I=2t=300 | I=2t=360 | I=2t=420 | ||||
|
1 |
Độ ẩm, (%) |
TCVN 7756 – 3 : 2007 |
P=1,6 |
13,31 |
12,02 |
14,01 |
17,81 |
18,05 |
17,34 |
16,22 |
16,11 |
15,73 |
| P=1,8 |
11,97 |
12,42 |
13,01 |
18,39 |
17,88 |
18,71 |
16,63 |
16,08 |
15,46 |
|||
| P=2,0 |
11,60 |
12,71 |
12,83 |
17,64 |
18,06 |
18,11 |
14,65 |
16,07 |
15,03 |
|||
|
2 |
Khối lượng thể tích, (g/cm3). |
TCVN 7756 – 4 : 2007 |
P=1,6 |
0,80 |
0,80 |
0,80 |
0,82 |
0,82 |
0,81 |
0,81 |
0,81 |
0,81 |
| P=1,8 |
0,80 |
0,80 |
0,80 |
0,81 |
0,81 |
0,82 |
0,80 |
0,80 |
0,80 |
|||
| P=2,0 |
0,81 |
0,81 |
0,81 |
0,81 |
0,81 |
0,80 |
0,80 |
0,80 |
0,81 |
|||
|
3 |
Độ trương nở chiều dày sau khi ngâm trong nước, (%) |
TCVN 7756 – 5 : 2007 |
P=1,6 |
17,34 |
17,26 |
16,98 |
16,90 |
16,74 |
16,44 |
17,02 |
16,88 |
16,66 |
| P=1,8 |
17,23 |
16,92 |
16,12 |
15,88 |
14,87 |
14,04 |
16,55 |
16,00 |
14,16 |
|||
| P=2,0 |
17,00 |
16,64 |
16,05 |
15,79 |
14,95 |
14,00 |
16,15 |
15,98 |
14,34 |
|||
|
4 |
Độ hút nước, (%) |
TCVN 7756 – 5 : 2007 |
P=1,6 |
50,84 |
50,04 |
49,20 |
46,04 |
46,00 |
45,75 |
48,23 |
47,86 |
47,16 |
| P=1,8 |
49,63 |
47,90 |
47,00 |
46,17 |
45,30 |
44,74 |
48,51 |
47,35 |
46,41 |
|||
| P=2,0 |
49,10 |
48,04 |
47,75 |
47,07 |
46,32 |
45,97 |
48,00 |
46,97 |
46.68 |
|||
|
5 |
Độ bền uốn tĩnh, (MPa). |
TCVN 7756 – 6 : 2007 |
P=1,6 |
37,63 |
39,82 |
39,66 |
45,85 |
47,29 |
50,10 |
39,02 |
41,98 |
47,95 |
| P=1,8 |
39,83 |
40,01 |
41,69 |
46,67 |
53,82 |
58,45 |
45,10 |
46,32 |
48,16 |
|||
| P=2,0 |
39,20 |
41,25 |
42,25 |
46,24 |
53,32 |
58,57 |
45,27 |
47,42 |
47,79 |
|||
|
6 |
Chất lượng dán dính (Độ bền kéo trượt màng keo), (MPa) |
TCVN 7756 – 9 : 2007 |
P=1,6 |
1,24 |
1,28 |
1,42 |
2,05 |
2,29 |
2,38 |
1,50 |
1,71 |
1,83 |
| P=1,8 |
1,44 |
1,69 |
1,81 |
2,27 |
2,49 |
2,66 |
1,75 |
2,18 |
2,32 |
|||
| P=2,0 |
1,50 |
1,68 |
1,86 |
2,28 |
2,35 |
2,67 |
1,80 |
2,20 |
2,43 |
|||
Bảng 3: Kết quả nghiên cứu xác định các thông số công nghệ ép mặt ghế cong hai chiều từ ván bóc
|
TT |
Chỉ tiêu thử |
Phương pháp thử |
Áp lực ép |
Kết quả |
||||||||
| I=1 t=300 | I=1 t=360 | I=1 t=420 | I=1,5 t=300 | I=1,5t=360 | I=1,5 t=420 | I=2t=300 | I=2t=360 | I=2t=420 | ||||
|
1 |
Độ ẩm, (%) |
TCVN 7756 – 3 : 2007 |
P=1,4 |
12,82 |
12,04 |
12,30 |
17,04 |
17,19 |
17,78 |
14,92 |
12,03 |
11,79 |
| P=1,6 |
12,15 |
12,20 |
11,85 |
16,08 |
17,00 |
17,50 |
15,12 |
12,32 |
14,19 |
|||
| P=1,8 |
11,72 |
12,23 |
12,39 |
17,09 |
17,63 |
17,29 |
15,08 |
13,12 |
14,30 |
|||
|
2 |
Khối lượng thể tích, (g/cm3). |
TCVN 7756 – 4 : 2007 |
P=1,4 |
0,60 |
0,62 |
0,62 |
0,61 |
0,61 |
0,62 |
0,61 |
0,60 |
0,61 |
| P=1,6 |
0,61 |
0,62 |
0,62 |
0,63 |
0,62 |
0,64 |
0,63 |
0,62 |
0,62 |
|||
| P=1,8 |
0,63 |
0,63 |
0,63 |
0,65 |
0,65 |
0,64 |
0,63 |
0,64 |
0,64 |
|||
|
3 |
Độ trương nở chiều dày sau khi ngâm trong nước, (%) |
TCVN 7756 – 5 : 2007 |
P=1,4 |
11,94 |
10,50 |
9,43 |
8,79 |
7,97 |
7,70 |
11,11 |
8,75 |
7,99 |
| P=1,6 |
9.06 |
8.26 |
7,27 |
8,28 |
7,68 |
6,67 |
8,74 |
7,86 |
6,97 |
|||
| P=1,8 |
9,54 |
8,64 |
7,16 |
8,08 |
7,77 |
6,54 |
9,00 |
7,98 |
6,80 |
|||
|
4 |
Độ hút nước, (%) |
TCVN 7756 – 5 : 2007 |
P=1,4 |
46,89 |
44,23 |
42,12 |
39,11 |
38,43 |
37,21 |
40,82 |
39,48 |
38,05 |
| P=1,6 |
39,07 |
38,26 |
37,22 |
37,56 |
37,31 |
35,48 |
38,28 |
37,37 |
36,60 |
|||
| P=1,8 |
40.96 |
39.74 |
37,64 |
38,21 |
37,03 |
36,12 |
39,95 |
38,08 |
37,01 |
|||
|
5 |
Độ bền uốn tĩnh, (MPa). |
TCVN 7756 – 6 : 2007 |
P=1,4 |
48,02 |
50,49 |
53,61 |
50,96 |
52,49 |
55,36 |
50,58 |
51,42 |
55,00 |
| P=1,6 |
59,31 |
61,16 |
64,18 |
68,07 |
70,08 |
75,65 |
61,26 |
63,11 |
66,08 |
|||
| P=1,8 |
61,92 |
63,64 |
66,31 |
65,15 |
70,26 |
77,14 |
64,52 |
66,26 |
69,22 |
|||
|
6 |
Chất lượng dán dính (Độ bền kéo trượt màng keo), (MPa) |
TCVN 7756 – 9 : 2007 |
P=1,4 |
3,21 |
3,43 |
3,53 |
3,40 |
3,60 |
3,90 |
3,28 |
3,54 |
3,82 |
| P=1,6 |
3,14 |
3,49 |
3.65 |
3,61 |
3,72 |
4,42 |
3,37 |
3,63 |
3,91 |
|||
| P=1,8 |
4,63 |
4,82 |
4,88 |
4,80 |
5,00 |
5,10 |
4,75 |
4,90 |
4,98 |
|||
Ghi chú: P-Áp suất ép (MPa), I- Cường độ dòng cao tần (A), t- Thời gian ép (giây)
Nhận xét:
– Khi thay đổi áp lực ép từ 1,4 – 1,8 MPa hoặc từ 1,6 – 2,0 MPa thì khối lượng thể tích của sản phẩm thay đổi, các tính chất về trương nở chiều dày và khả năng thấm nước cũng giảm dần khi tăng áp lực ép.
– Khi cường độ dòng cao tần tăng, thời gian ép giảm, tuy nhiên, ở chỉ số cường độ cao hơn 1,5 A thì chất lượng ván giảm xuống.
– Lượng keo tráng sử dụng cho cót ép và ván bóc là khác nhau rõ rệt. Đối với cót ép, lượng keo tráng cao hơn 25%, song chất lượng dán dính cao hơn nhiều so với sản phẩm ép từ ván bóc.
Trên cơ sở kết quả xác định một số tính chất công nghệ của sản phẩm mặt ghế cong hai chiều bằng cót đan và ván bóc với các trị số công nghệ, đối chiếu với các tiêu chuẩn, các thông số công nghệ được lựa chọn như sau:
|
Sản phẩm cót đan |
Sản phẩm ván bóc |
| Áp suất ép: P= 2,0 MPa | Áp suất ép: P= 1,8 MPa |
| Cường độ dòng cao tần: I = 1,5 (A) | Cường độ dòng cao tần: I = 1,5 (A) |
| Thời gian gia nhiệt cao tần: t = 240 (giây) | Thời gian gia nhiệt cao tần: t = 240 (giây) |
| Lượng keo tráng: 250 (g/cm2) | Lượng keo tráng: 200 (g/cm2) |
| Độ ẩm ván: 20 (%) | Độ ẩm ván: 20 (%) |
KẾT LUẬN
Thông số công nghệ chủ yếu để sản xuất mặt ghế cong hai chiều từ cót đan và ván bóc đã được xác định với các trị số: Áp suất ép: P= 1,8 – 2,0 MPa; Cường độ dòng cao tần:
I = 1,5 (A); Thời gian gia nhiệt cao tần: t = 240 (giây).
Sản phẩm mặt ghế cong hai chiều bằng cót đan và ván bóc có các tính chất cơ vật lý đảm bảo các tiêu chuẩn của ván làm đồ mộc, có thể trở thành hàng hóa làm nội thất gia dụng và nội thất văn phòng phù hợp với nhu cầu hiện nay của thị trường, có thể sản xuất công nghiệp.
TÀI LIỆU THAM KHẢO
1. Trần Tuấn Nghĩa (1999), “Công nghệ sản xuất cót ép và tấm lợp lượn sóng”, Báo cáo khoa học, Dự án hợp tác quốc tế Viện KHLNVN – Tổ chức Mây tre thế giới (INBAR).
2. Trần Tuấn Nghĩa (2007), Sơ bộ thực trạng chế biến và xuất khẩu các sản phẩm thủ công mỹ nghệ từ tre nứa, song mây của việt Nam, Tài liệu làm việc, 2007
3. Vũ Huy Đại & Nguyễn Minh Hùng, (2004), Nghiên cứu ảnh hưởng của quá trình xử lý vi sóng đến tính ổn định kích thước của gỗ Trám trắng, Trường Đại học Lâm nghiệp Việt Nam, Xuân Mai, Hà nội
4. Nguyễn Thị Thanh Hiền, (2007), Nghiên cứu ảnh hưởng của tỷ lệ kết cấu đến chất lượng ván ép lớp tre – gỗ, Trường Đại học lâm nghiệp Việt Nam, Hà Tây
5. Joseph J. Carr, (1997), Microwave & wrireless Communications Technology,USA
Tin mới nhất
- Lễ ký kết thỏa thuận hợp tác với Tổng công ty Giấy Việt Nam (VINAPACO) về hợp tác nghiên cứu, ứng dụng, chuyển giao khoa học công nghệ lâm nghiệp
- Thư mời viết bài và tham dự Hội thảo quốc tế IUFRO Acacia 2026: “Phát triển bền vững rừng trồng keo trong bối cảnh thế giới biến động”
- Giấy chứng nhận Đăng ký quyền tác giả: Phần mềm truy xuất nguồn gốc gỗ hợp pháp Việt Nam (iTwood)
- Công nhận giống cây trồng lâm nghiệp cho 06 gia đình, S1, S6, S29, S33, S54, S75 và 3 dòng vô tính, gồm: C1, C8, C11 Tràm lá dài cho vùng Đá Bạc, tỉnh Cà Mau do Trung tâm Ứng dụng Khoa học Kỹ thuật Lâm nghiệp Nam Bộ thuộc Viện Khoa học Lâm nghiệp Nam Bộ nghiên cứu, khảo nghiệm.
- Lễ ký kết thỏa thuận hợp tác với Tổng công ty Lâm nghiệp Việt Nam (VINAFOR) về hợp tác nghiên cứu, ứng dụng, chuyển giao khoa học công nghệ lâm nghiệp
Các tin khác
- Báo cáo kết quả đề tài: Ứng dụng tiến bộ kỹ thuật xây dựng mô hình trồng rừng gỗ lớn bằng các loài cây bản địa vùng Trung tâm Bắc bộ
- Thông báo về việc tổ chức bảo vệ luận án Tiến sĩ cấp Viện cho NCS Phạm Ngọc Dũng
- Báo cáo kết quả đề tài: Kết quả nghiên cứu kỹ thuật gây trồng cây Chò chỉ (Parashorea chinensis) tại vùng phòng hộ đầu nguồn sông Đà
- Báo cáo kết quả nghiên cứu: Nghiên cứu xây dựng quy trình nuôi trồng nấm Đông trùng hạ thảo Cordyceps militaris (L. : Fr.) Link có giá trị dược liệu và thương mại cao
- Tóm lược chính sách - Kêu gọi xây dựng chiến lược thuần hóa các loài cây rừng tại Việt Nam