THÔNG TIN CHUNG
- Công nhận tại Quyết định số 590/QĐ-TCLN-KH&HTQT ngày 28 tháng 12 năm 2018 của Tổng cục Lâm nghiệp.
- Tác giả: Nguyễn Quang Trung, Hà Tiến Mạnh, Đặng Đức Việt, Phạm Thị Thanh Miền, Nguyễn Thị Phượng.
| NỘI DUNG CHÍNH |
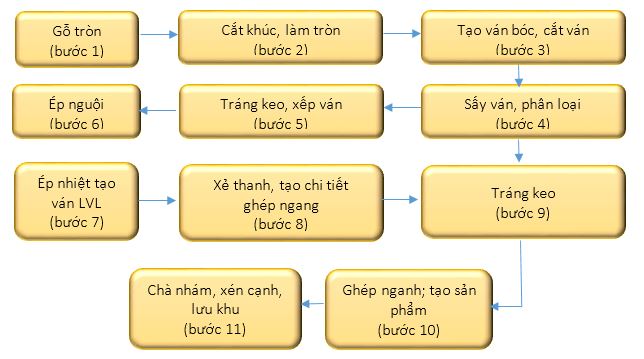
Hình 1: Sơ đồ các bước công nghệ trong quy trình tạo sản phẩm gỗ khối
Mô tả tóm tắt các bước công nghệ:
- Bước 1 và 2: Yêu cầu gồ keo từ rừng trồng (Keo lai; Keo tai tượng) trên 10 năm tuổi có đường kính đầu nhỏ trên 15 cm, gỗ còn tươi, được cắt khúc dài 2,6 m, sau đó gỗ khúc gỗ được làm tròn (loại bỏ vỏ, bạnh vè, w…).
- Bước 3: Gỗ sau khi được bóc vỏ và làm tròn chuyển sang công đoạn bóc tạo ván; kích thước ván: rộng 1300 mm X dài 2600 mm X dày 22 min đến 25 mm tùy theo sản phẩm cuối cùng.
- Bước 4: Ván sau khi được cắt đúng kích thước theo yêu cầu sẽ chuyển qua khâu phân loại cấp chất lượng ván bóc và đưa vào sấy khô.
Điểm mới của công nghệ tạo gỗ khối so với thực tế sản xuất ván dán hiện nay là: Yêu cầu kích thước và chất lượng ván bóc của các lớp mặt và lớp lõi phải đồng đều như nhau và phải đạt yêu cầu chất lượng theo TCVN 8328“ 1:2010. Trong đó, sai số kích thước chiều dày: ±0,10 mm; sai số kích thước chiều rộng: ± 5,0 mm; sai số kích thước chiều dài: ± 5,0 mm và một số yêu cầu khác về khuyết tật như mắt chết, lỗ thủng cho phép không lớn hơn 3 mm, không phân bổ tập trung.
- Bước 5: Ván bóc sau khi sấy để ổn định và được phân loại chất lượng, các ván bóc đạt yêu cầu chất lượng chuyển qua công đoạn tráng keo.
- Bước 6: Ván sau xếp lớp được đưa vào máy ép nguội. Thông số chế độ ép: Áp lực ép 0,8 Mpa; thời gian ép 5 giờ.
- Bước 7: Sau ép nguội, trong khoảng thời gian không quá 30 phút, ván nhiều lớp (LVL) đã ép tiếp tục được đưa sang máy ép nhiệt theo thông số kỹ thuật sau:
- Chế độ ép nhiệt với sản phẩm dùng để sản xuất đồ nội thất, keo sử dụng UF: thời gian ép nhiệt 30 phút, áp lực ép 1,3 MPa, nhiệt độ 110c
- Chế độ ép nhiệt với sản phẩm dùng để sản xuất đồ ngoại thất, keo sử dụng PF: thời gian ép 30 phút, áp lực 1,3 MPa, nhiệt độ 130 – 140°C.
- Bước 8: Ván LVL sau ép nhiệt được lưu kho bảo ôn và ổn định ván với thời gian tối thiểu 48 giờ, sau đó ván được xén cạnh, đạt chuẩn kích thước rộng 1200 mm; dài 2400 mm bằng cưa đĩa bàn trượt có 2 lưỡi cắt hợp kim. Sau đó, ván LVL được chuyển qua bộ phận đánh nhẵn bề mặt. Thiết bị sử dụng là máy chà nhám tinh có khổ rộng cho phép 1300 mm.
- Bước 9: Sản phẩm ván LVL tiếp tục được chuyển sang bộ phận gia công tạo vật liệu gỗ ghép khối, sử dụng các thiết bị của dây chuyền tạo ván ghép thanh để tạo sản phẩm gỗ ghép khối.
Điểm mới của của công nghệ tạo gỗ khối so với sản xuất: Ván LVL được xẻ thành các thanh cơ sở có chiều rộng bằng chiều dày sản phẩm gỗ khối cần đạt (tùy theo yêu cầu sản xuất, chiều dày có thể là 22 mm; 25 mm, 50 mm,…), khuyến cáo nên sử dụng thiết bị xẻ là cưa đĩa bàn trượt có 2 đĩa cắt (trên và dưới), lưỡi hợp kim, tốc độ cắt trên 3500 vòng/phút, để đạt được chất lượng mạch cắt và chuẩn kích thước sản phẩm.
- Bước 10: Sử dụng thiết bị ghép ngang cao tần để tạo sản phẩm gỗ khối. Thông số chế độ ép được cài đặt trước khi ép.
Điểm mới của của công nghệ tạo gỗ khối so với sản xuất là các thông số công nghệ như sau: Thời gian ép 190 giây, thời gian làm nguội có áp lực 60 giây; Áp lực ép ngang trên đồng hồ dầu thủy lực 5,6 Mpa; Nhiệt độ ép phụ thuộc vào cường độ dòng điện và điện áp, nhiệt độ phù hợp là 80 – 90°C.
- Bước 11: Gỗ khối sau thời gian ổn định 48 giờ được chà nhám thô để tạo mặt phẳng đồng đều. Nếu có khuyết tật bề mặt trên gỗ khối như các lỗ thủng do mắt gỗ, vết xước hoặc vết bong tách màng keo cần được gắn đầy bằng hỗn hợp bột gỗ mịn và
| ĐỊA ĐIỂM ỨNG DỤNG |
Tất cả các cơ sở sản xuất sản phẩm đồ mộc có đủ máy, thiết bị trên toàn quốc.
| ĐIỀU KIỆN ỨNG DỤNG |
- Nguyên liệu: Gỗ keo từ rừng trồng trên 10 năm tuổi, đường kính đầu nhỏ trên 15 cm để đạt được hiệu quả sử dụng gỗ cao, hạ giá thành sản phẩm.
- Các cơ sở sản xuất được trang bị hệ thống thiết bị sản xuất ván dán trong đó thiết bị sấy ván bóc yêu cầu là thiết bị sấy liên tục và hệ thống thiết bị sản xuất ván ghép thanh có quy mô vừa và lớn, mức độ cơ giới hóa cao sẽ tạo được sản phẩm gỗ khối có chất lượng ổn định.